Automated Work-Hardening Sleeve Production Cell – Aerospace Manufacturing Case Study
Problem
A major aerospace components manufacturer needed to dramatically increase production of work-hardening sleeves. These are small precision-formed parts consumed by the hundreds of thousands on a single commercial aircraft. Their manual forming process couldn’t keep pace with demand, quality variation was difficult to control, and the root causes of that variation had been accepted as inherent limitations for years. Scaling labor wasn’t viable. They needed to produce more sleeves, produce them better, and do it without proportionally growing their workforce.
Solution
AMS designed a lights-out production cell from the ground up. It combines two Fanuc robots, a nine-axis servo-controlled forming system with carbide dies, Cognex vision inspection, and Keyence laser marking, all coordinated by a Siemens S7-1500 PLC. When testing revealed that half-thousandth-of-an-inch variation in die position and inconsistency in lubricant film thickness were the actual quality drivers, AMS built a statistical inspection loop into the production cycle. For the first time, both variables were visible and correctable in real time, before variation moved out of spec.
Result
One sleeve every four seconds, continuously, unattended, around the clock. The customer now runs two of these cells, 24 hours a day, seven days a week. The labor requirement now covers only restocking raw material, clearing finished-goods bins, and managing changeovers between sleeve sizes.
How Applied Motion Systems redesigned a manual forming process into a lights-out production cell, delivering a 1-sleeve-every-4-seconds cycle time and a step-change improvement in dimensional consistency
The Problem: A Critical Component, a Manual Bottleneck
Work-hardening sleeves are small, precisely formed components used across the aerospace, defense, and transportation industries to prevent fatigue crack propagation at drilled holes. The process is straightforward in concept: insert a sleeve into a drilled hole, pull an oversized mandrel through it, and the slight expansion of the bore leaves a residual compressive stress that can extend joint life from months or years to decades, in some applications, from three to five years to over a century.
The demand is anything but small. A typical commercial aircraft or helicopter can have hundreds of thousands of such holes. When fatigue strengthened, each hole consumes a single sleeve, and each sleeve can only be used once. At that scale,manufacturing capacity and consistency aren’t just quality concerns; they’re operational constraints.
Our customer, a major aerospace components manufacturer, was running into both. Their existing process struggled to keep pace with demand: reliability was inconsistent, quality variation was difficult to control, and the labor intensity of the operation made scaling expensive and slow. They needed to produce more sleeves, produce them better, and do it without proportionally growing their workforce.
The Solution: Robots, Servo Control, and Closed-Loop Quality
AMS designed a completely new production cell from the ground up, with three goals: improve reliability, improve quality, and increase throughput, simultaneously.
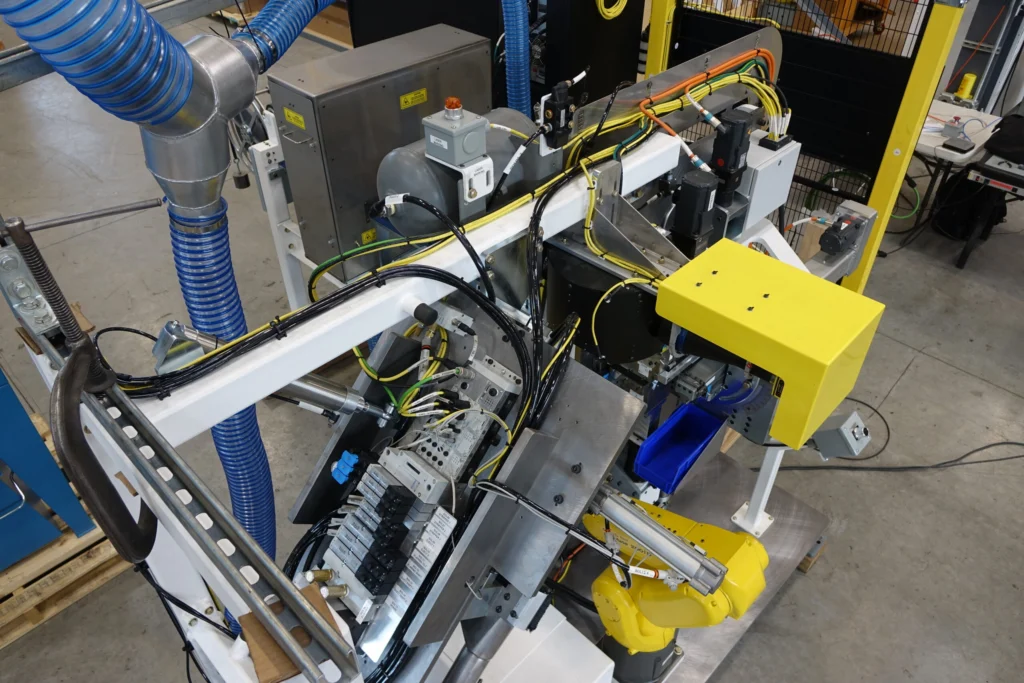
The cell employed two Fanuc robots to handle all sleeve loading and transfer operations, eliminating manual handling from the process entirely. A Cognex vision system performed inline sleeve inspection tasks. A Keyence laser system handled sleeve marking. At the center of the cell, a servo-controlled forming system with carbide dies across nine axes of motion performed the actual forming operation. Nine servo axes gave the system something the previous process never had: the ability to control forming geometry to sub-thousandth-of-an-inch tolerances, dynamically, in real time.
That precision mattered more than anticipated. Early in testing, AMS discovered that a variation of as little as half a thousandth of an inch in die position could produce an out-of-spec sleeve. So could minor variation in the lubricant coating on the interior of each sleeve, a variable the customer had long known about but had no systematic way to compensate for. It had been accepted as an inherent limitation of the process. Each occurrence in the customer’s existing process took hours to diagnose and correct manually.
The answer was a statistical inspection regimen built into the production cycle. At defined intervals, the system inspected completed sleeves and presented the results on the HMI, giving operators the data they needed to identify drift and make needed adjustments before sleeve forming variation moved out of spec. The system didn’t just measure quality; it made the source of variation visible in real time.
The control architecture ran on a Siemens S7-1500 Technology PLC coordinating the nine servo axes, vision inspection, laser marking, and robot sequencing in a single integrated cell.
The Results: What changed
The production cell achieved a cycle time of one sleeve every four seconds, continuously, unattended, around the clock.
Process capability improved dramatically against the customer’s previous baseline. The quality improvement wasn’t marginal; it was categorical.
The customer now operates two of these cells. They run 24 hours a day, seven days a week with automated quality checks and corrections. The labor requirement has been reduced to restocking raw material, emptying finished-goods bins, and managing product changeovers between sleeve sizes. The work of manufacturing, the forming, inspection, marking, and handling, happens without anyone present.
What Made It Different
The technical challenge wasn’t exotic hardware. It was understanding the process well enough to know which variables controlled output quality, and then building a system capable of continuously measuring and correcting for those variables.
The half-thousandth die position tolerance was a known issue. The lubricant film thickness variation was a known issue. The customer had accepted both as inherent limitations because the previous system had no way to act on them. Servo control and closed-loop inspection changed what was possible. For the first time, the variables that had always driven variation were visible and actionable.
The result is a production cell that doesn’t just run faster; it runs better, smarter, and without anyone watching.
Technologies
- Fanuc robots for all sleeve handling and transfer
- Cognex vision system for inline sleeve inspection
- Keyence laser system for sleeve marking
- AMS-designed forming tool with carbide dies
- Nine-axis servo motion control
- Siemens PLC control architecture
- Statistical process control with closed-loop parameter correction
About Applied Motion Systems
AMS is a systems integrator and machine builder. Our work spans motion control and industrial automation across aerospace, paper converting, forest products, renewable energy, and applications most companies haven’t tried before.
We start by learning the process: the machine, the material, the environment, and the constraints that govern how the system has to work. We design for the environment the system will operate in, and we think about what it looks like ive, ten, and twenty years after commissioning, because that’s when building it right becomes obvious.
If you are working through a motion control or automation challenge in a demanding environment, we would welcome the opportunity to discuss it with you.
Key Takeaways
- The cycle time is one sleeve every four seconds, lights-out, 24/7. Two cells now run continuously, unattended, with no operator involvement in the forming, inspection, marking, or handling of each sleeve.
- Nine axes of servo motion control made sub-thousandth-of-an-inch forming geometry achievable. That level of control combined with statistical vision inspection eliminated variation that had been accepted as an unavoidable limitation of the previous process.
- Half-thousandth die position tolerance and lubricant film variation were known problems. Neither had ever been actionable. Closed-loop statistical inspection made both visible in real time, giving operators real-time data to identify and correct drift before sleeves moved out of spec.
- Manual handling was eliminated entirely. Two Fanuc robots handle all sleeve loading, deburr, and transfer; the only labor required is restocking raw material and managing size changeovers.
- The technical challenge wasn’t hardware; it was process understanding. The difference was knowing which variables controlled output quality, and building a system capable of measuring and correcting for them.