Obsolete Surface Rewinder Transformed Into a High-Performance, Flexible Production Asset
Problem
A 1990s Italian-built surface rewinder governed by mechanical cams and line shafts had become unreliable, unsafe, and inflexible, with spare parts increasingly unavailable, product changeovers requiring up to eight hours of downtime, and a cutoff knife mechanism that needed rebuilding every six months.
Solution
AMS reverse-engineered the mechanical cam logic, removed the line shaft and all associated gearboxes and drives, and replaced them with 16 coordinated servo axes, recipe-driven product changeovers, a servo-driven ball screw cutoff actuator, and a purpose-built core insertion mechanism with precise timing and controlled velocity.
Result
Throughput increased from 1,800 to nearly 2,000 feet per minute with far fewer in the way of blow-outs and production interuptions, product changeover downtime dropped from eight hours to zero, the cutoff mechanism has run four-plus years without a rebuild, and the machine’s improved capability with difficult parent rolls triggered a fleet-wide retrofit program across every rewinder at the facility.
How Applied Motion Systems replaced mechanical cams and line shafts with coordinated servo motion, improving safety, speed, product quality, and uptime on a machine the industry had written off.
The Problem: Reliability, Safety, and a Setup Process That Didn’t Scale
A tissue and paper converting facility was running a surface rewinder that had outlived its design era. The machine, Italian-built and 1990s vintage, was governed by mechanical cams, line shafts, gearboxes, variable-cone belt drives, and pneumatic actuators. Every product changeover required a skilled setup technician, hours of manual adjustment, and deep familiarity with the machine’s particular quirks.
The drive system had become obsolete, spare parts were increasingly hard to source, and safety elements hadn’t kept pace with current standards. Any change in sheet count or roll diameter required physical cam swaps and machine reconfiguration, a process that could take eight hours of downtime.
The ask was straightforward: modernize the drives, upgrade the safety package, and address the mechanical mechanisms causing quality and reliability problems. What followed went considerably further.
The Solution: Servo Motion, Safety Upgrades, and Recipe-Driven Flexibility
Reverse-Engineering the Mechanical Logic
AMS began by conducting a machine audit and reverse-engineering what each element of the machine was doing, what the cams were commanding, when, and why. The goal wasn’t to replicate the mechanical system electronically; it was to understand the underlying process requirements well enough to do it better.
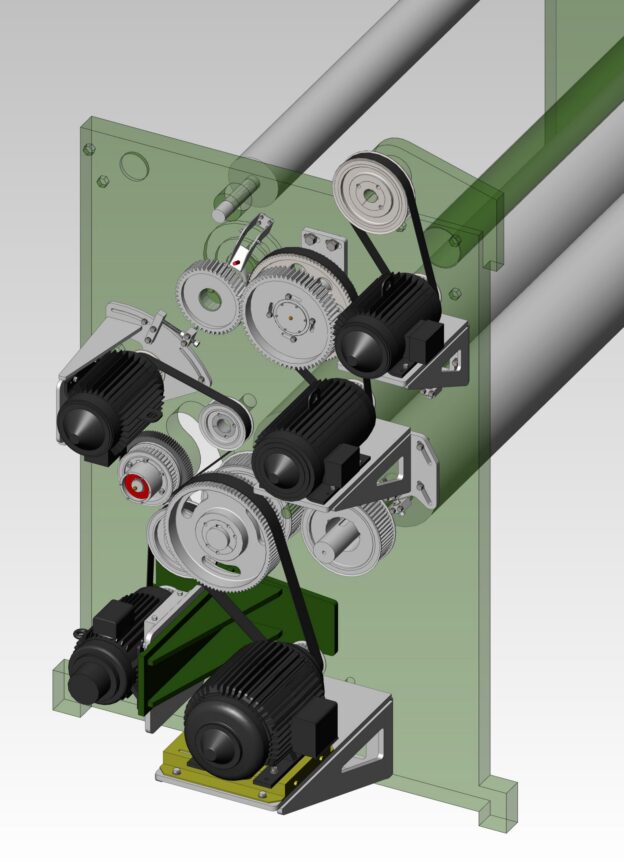
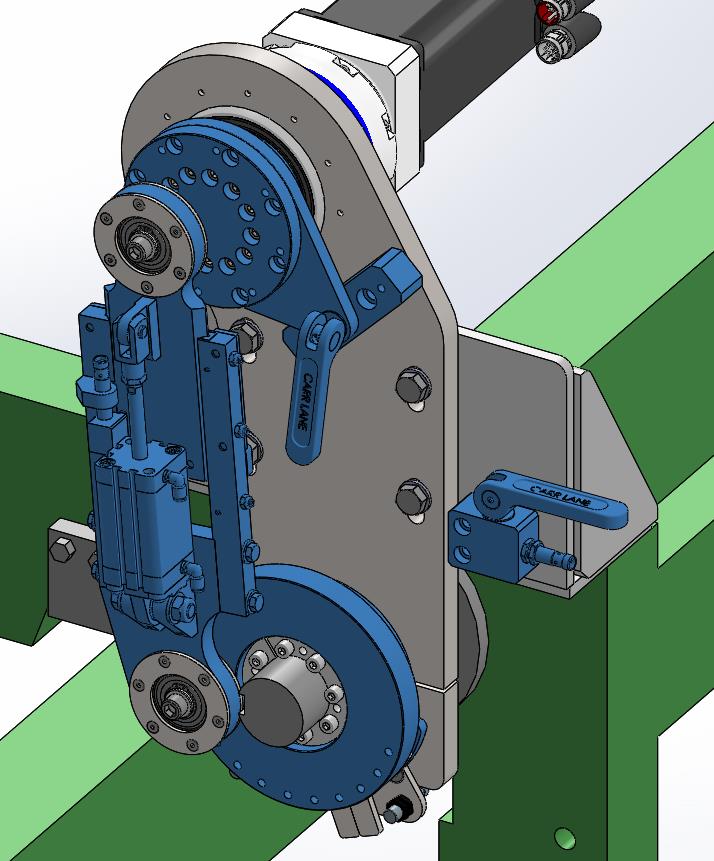
AMS removed the original line shaft and its associated gearboxes, timing belts, cone drives, and cams. In their place went individual servo motors on each machine axis, coordinated through a motion control system. A single 300 HP DC main drive was replaced by a system of 16 coordinated servo axes, and in some later configurations, as many as 23 to 25.
Cutoff Knife Actuator: Controlled, Repeatable, and No Longer a Maintenance Problem
The original cutoff knife actuator used a pneumatic air cylinder that slammed against hard stops and required rebuilding every six months. AMS replaced it with a short-throw ball screw actuator on a servo motor. It moves to a precise position at controlled velocity, with no hard stop contact and no shock loading. After commissioning, the mechanism went from a six-month rebuild cycle to now more than four years of continuous service without requiring a rebuild.
Core Insertion: From a Cam and a Hammer to Smooth, Precise Servo Control
Where no servo mechanism had existed before, AMS designed one. The original core insertion system used a large mechanical cam connected to the line shaft. Once per cycle, a cam follower triggered a pin that hammered a core arm, driving the core up into the winding nest. It was a violent, imprecise action, and it showed in the results.
AMS replaced it entirely. AMS added a servo motor and gearbox to drive a purpose-built core insertion mechanism. The core can now be gently pre-staged and inserted at precisely the right moment in the winding cycle at a controlled velocity. The core sits on rollers in the winding nest area. The servo pushes it up into position with glue applied, initiating the transfer to a new roll. Consistent timing, low impact, and accurate placement, every cycle.
Rider Roll Control: The Donut Area Method
Rider roll position had previously been governed by mechanical cams, a different cam required for each sheet count or roll diameter. AMS replaced this with a dynamic calculation. The system now derives roll position mathematically from current diameter at every moment in the wind cycle. Consistent, accurate roll diameter on every run with no cam changes and no manual adjustments between products.
Product Flexibility Through Software
With the mechanical cam system gone, every parameter that had previously required physical hardware changes became a software setting. Sheet length, sheet count, roll diameter, all recipe-driven. An operator enters a SKU, and the machine adjusts automatically. What previously required eight hours of downtime now takes a button press.

The Results: Higher Throughput, Zero-Downtime Changeovers, and a Fleet-Wide Program
~15-20% throughput increase. The OEM had rated the machine at 1,800 feet per minute. After the retrofit, it regularly achieves close to 2,000 feet per minute. This plus quick change over and more reliable operation improved overall throughput substantially.
Four-plus years without a mechanism rebuild – versus six months previously – on the core insertion actuator alone.
Eight hours of product changeover downtime reduced to zero for sheet count and diameter changes.
Improved product quality and reduced scrap. Consistent roll diameter means rolls run through the packaging line more reliably. Blowouts were all but eliminated. The machine became gentle and forgiving enough to run lower-quality parent rolls that previously would have been scrapped entirely, recovering product value from what had been waste.
An Unexpected Outcome: Fleet-Wide Retrofit Program
That last outcome had an unexpected consequence. Once operators realized the machine could handle difficult material, it became the designated line for the facility’s most challenging parent rolls. That discovery led directly to a broader program. If these drives and controls made this machine capable of running material all other lines failed to be able to run, perhaps every line should have them. AMS ultimately completed similar retrofits across 100% of the facility’s rewinder fleet.
The retrofit also added condition monitoring that the original machine never had. Current draw and temperature are tracked on every servo axis, providing early warning of developing load or thermal issues before they become failures.
What This Illustrates About Machine Retrofits
The hoped for outcome was obsolescence mitigation and safety upgrades. What the facility got was a machine that outperformed the OEM spec, runs a wider product range, requires less skilled setup labor, and monitors its own health.
That gap reflects a particular approach: start from what the machine needs to do, not what the existing hardware was doing, and engineer the best available solution. The mechanical cam system wasn’t wrong for its era. Servo motion control with recipe-driven coordination is simply a better answer. Applying it to a machine built around older assumptions can yield improvements that buying new from the same OEM lineage might not — precisely because the new machine is often designed around those same assumptions.
About Applied Motion Systems
AMS is a systems integrator and machine builder specializing in motion control and industrial automation across paper converting, web handling equipment, aerospace tooling, renewable energy, and applications that don’t fit neatly into a single category.
If you’re running aging converting equipment and weighing the options between new machine capital and a serious retrofit, we would welcome the conversation. The answer isn’t always obvious, and it depends heavily on what the machine actually needs to do.
Key Takeaways
- A 1990s mechanical cam system was governing a machine the facility still needed to run. Spare parts were disappearing, safety standards had moved on, and every product changeover required a skilled technician and up to eight hours of downtime.
- AMS reverse-engineered what the cams were commanding before replacing them. The goal wasn’t to replicate the mechanical system electronically, it was to understand the underlying process well enough to do it better.
- A single 300 HP DC main drive was replaced with 16 coordinated axes. Every parameter that previously required physical hardware changes became a software setting, with product changeovers reduced from eight hours to a button press.
- The cutoff knife actuator went from a six-month rebuild cycle to more than four years without a rebuild. Replacing a pneumatic cylinder slamming against hard stops with a servo-driven ball screw eliminated the shock loading that was destroying the mechanism.
- The retrofit outperformed the OEM specification. The machine was rated at 1,800 feet per minute. After the retrofit it regularly achieves close to 2,000, and became capable enough to run the facility’s most challenging parent rolls, ultimately triggering a fleet-wide retrofit program across every rewinder at the facility.
Start the Conversation
All of our collaborations begin with an open dialogue.
More Case Studies
Industry