16-Section Paper Machine Drive System Replaced Without Extended Downtime
Problem
A 16-section, nearly 10,000 HP GE drive system was 20 years old, failing more frequently, and running out of spare parts, but the facility had no tolerance for an extended outage to replace it.
Solution
AMS engineered a section-by-section retrofit using ABB DCS800 drives, designing custom mounting hardware, bussing kits, enclosure doors, and commissioning documentation to make each replacement fast and predictable within existing scheduled maintenance windows.
Result
All 16 drives were replaced across four scheduled maintenance windows with no production disruption, measurable energy savings from optimized field voltages, and improved section-to-section drive coordination across the full paper machine.
How Applied Motion Systems replaced nearly 10,000 HP of aging GE drives with ABB DCS800 digital drives at a paper converting facility.
The Problem: Failures Accumulating, Spare Parts Disappearing
A paper plant was losing the battle with its drive system.
The GE Siltron DC drives running a critical paper machine were 20 years old. Failures increased in frequency. Spare parts grew harder to find. The drives still ran, but exposure grew with every production week.
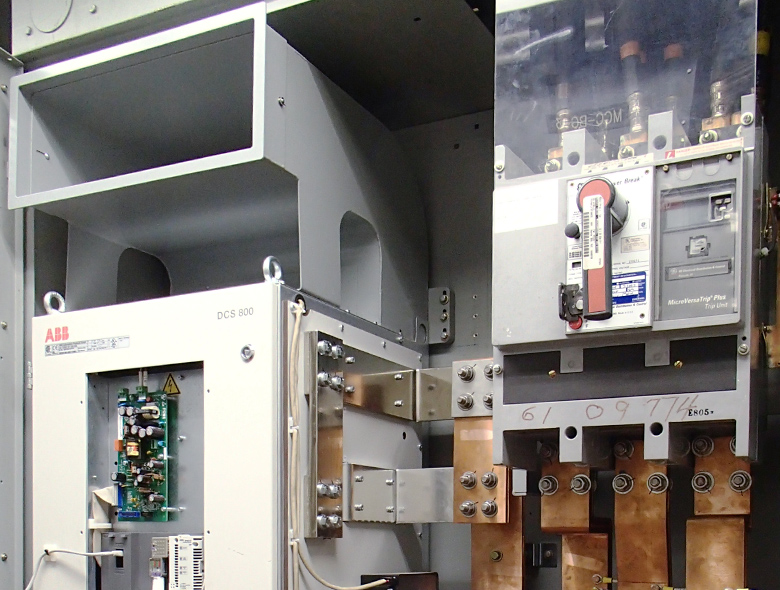
Sixteen drives in total, nearly 10,000 HP of connected load. The largest units, rated at 1,500 HP each, are supplied at 480V 3-phase and draw 2,000 amps per drive.
Replacing them all at once would have meant taking the machine down for an extended period, an option the facility couldn’t absorb. The requirement was clear: replace drives section by section within existing scheduled maintenance windows, without disrupting the power distribution infrastructure.

The Solution: Engineered Before the First Maintenance Window Opened
Assessing What Was Actually There
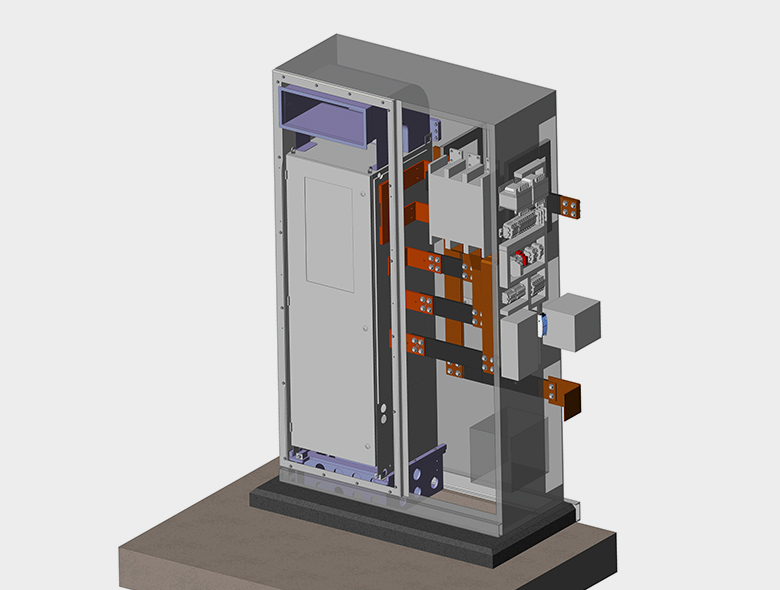
The drives lived in dedicated OEM cabinets in an MCC room, mounted over an open cable way trench in the concrete floor, with an under-cabinet passage way for motor and feedback cables running to and from the paper machine.
A thorough measure-up came first. Cabinet dimensions, power distribution layout, and motor lead conductors were all documented and built into a CAD model of the existing installation. That model became the foundation for a retrofit kit engineered to make each removal and replacement fast, safe, and predictable.
Nothing about this was a drop-in replacement. The ABB DCS800 drives were narrower and shorter than the GE units, but significantly deeper. Existing enclosure doors wouldn’t clear them. Power entry points and motor lead exit locations were in different positions on the new drives compared to the old. Mounting arrangements and ventilation configurations varied by frame size. Each difference needed a solution before the first maintenance window opened, not during it.
Solving the Physical Integration challenges
For the largest frame size drives — units weighing over 800 pounds — AMS designed an offset lifting fixture. It allowed the existing overhead hoist in the MCC room to extract each drive safely. In a constrained space with a heavy load, AMS undertook to engineer a rigging solution to ensure safety both for the technicians, and for the drive.
The replacement ABB drives required a sliding base and bolted bracket mount. The existing enclosures didn’t have the structural integrity for this. AMS designed a lower support bracket spanning the cable way trench and anchoring to the concrete below. It supports the full drive weight independent of the enclosure and provides a clean slide path for each new drive module into the cabinet.
An upper drive mount was designed to bridge the gap between the top rear of the drive and the enclosure. AMS built in an integrated air plenum, purpose-built to direct heated exhaust air from the drive cooling fans through the new enclosure door and into the climate-controlled MCC room.
New enclosure doors were fabricated to provide the clearance required by the deeper ABB units.
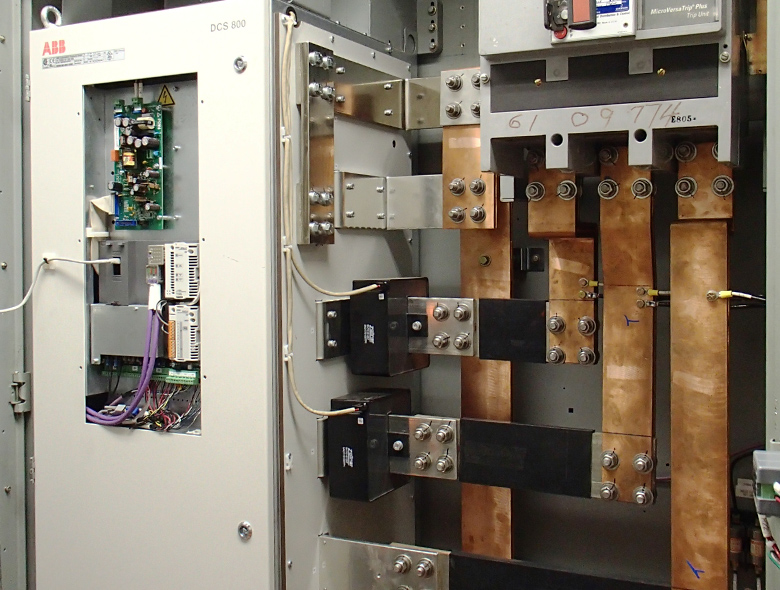
Routing Nearly 2,000 Amps to the New Drives
Delivering current from the existing bus infrastructure to drives with different power-input geometries required an engineered solution. AMS modeled the existing power bus structure and designed a Flexibus interface connecting the existing bus to the new fusing, line reactors, and drive power input lugs.
The result was a precision copper bussing kit, formed, drilled, and supplied with fasteners, that allowed clean, simplified installation in the field. Insulated sleeves protect the laminated Flexibus sections and isolate the drive and disconnect from vibration stress.
A Commissioning Plan Built Before Arrival on Site
Every task that could be completed before the maintenance window was completed before the maintenance window. AMS developed a detailed commissioning guide for each installation phase, covering what to install, which GE hardware to retain, removal sequence, fastener specifications, and required torque settings.
When each drive came online, the guide walked the team through jumper confirmation, current loop tuning, position feedback verification, and final load tuning. Pre-built workspace files prepared in ABB’s drive software meant engineers could focus on relevant parameters at each step rather than navigating full drive documentation from scratch.
The Fan Pump drives went first: four units at 1,500 HP each. The remaining 12 were scheduled across the next three downtime windows: all 16 drives, four maintenance windows, no extended outages.


The Results: What the Facility Got Out of It
Paper machine drive system modernized without production disruption. The complete replacement of a 16-section, ~10,000 HP drive system was executed inside the scheduled maintenance calendar. That outcome is a direct result of the engineering done before the first drive came out: CAD modeling, custom fabrication, and commissioning documentation. Preparation is what makes a maintenance window close on time.
Significant energy savings from optimized field voltages. The ABB DCS800 drives, properly commissioned, allowed field voltages to be tuned with a precision the legacy GE system couldn’t support. The efficiency gains were measurable from the moment the new system came online.
Improved paper machine performance through sectionalized drive coordination. From wet end to winder, section-to-section coordination improved substantially. This was more than an obsolescence mitigation. Section-to-section coordination improved substantially — a meaningful upgrade to how the drive system runs the papermaking process across every shift.
Extended the useful life of the existing infrastructure. AMS preserved and adapted the enclosures, cable ways, and power distribution infrastructure. This significant capital investment was leveraged rather than replaced.

About Applied Motion Systems
AMS is a systems integrator and machine builder specializing in motion control and industrial automation, paper converting, web handling equipment, aerospace tooling, and a range of applications that don’t neatly fit into a single category.
If you’re dealing with aging drive infrastructure and trying to understand what a retrofit would involve, we would be happy to review it with you and chart a path that delivers mutual success.
Key Takeaways
- An aging drive system was becoming a reliability liability. Twenty-year-old GE drives were failing more frequently, spare parts were disappearing, and exposure was growing with every production week.
- Replacing all 16 drives at once was not an option. The facility couldn’t absorb an extended outage, so every drive had to be replaced section by section within existing scheduled maintenance windows.
- The engineering work happened before the first maintenance window opened. CAD modeling, custom fabrication, and detailed commissioning documentation meant the installation team arrived with solutions, not questions.
- Nearly 2,000 amps per drive required a purpose-engineered bussing solution. AMS designed a precision copper bussing kit to route current from the existing bus infrastructure to drives with completely different power-input geometry.
- All 16 drives replaced across four maintenance windows, with no extended outages. The complete modernization of a 10,000 HP drive system was executed inside the scheduled production calendar.