Crane Control and Production Automation for a Major North American Paper Producer
Problem
Seven newly commissioned tissue-converting lines at two facilities were running at roughly 30% of maximum production potential due to poor integration between subsystems, resulting in persistent chronic system failures. The production lines experienced dangerous load drops and uncoordinated product hand-offs. At one point, a roll was mis-chucked in an unwind stand and operated at production speed in a metal on metal condition that resulted in a fire that rapidly spread through the rewinder complex.
Solution
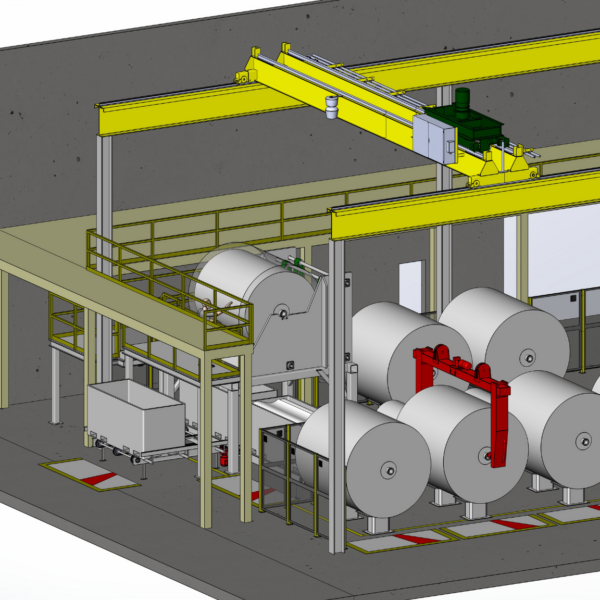
AMS took full programmatic control of the integration layer. We redesigned the chucking mechanism, instrumented the plugging towers with four-quadrant laser scanning for precise roll positioning, automated the overhead crane end to end, and rebuilt every sequence handoff with explicit state verification. The line remained in production with no scheduled downtime.
Result
The first line moved from approximately 30% to the high 70s of maximum production potential. The mechanical failure modes behind both the load drops and the fire were eliminated at the design level. The customer issued a purchase order to replicate the same scope across all six remaining lines at both facilities.
How Applied Motion Systems helped a customer more than double production throughput on Seven Bath Tissue converting lines through intelligent integration of work centers.
The Problem: A New System that struggled to Run
A large-scale capital investment in all new equipment doesn’t ensure world class production performance; sometimes it just underperforms, consistently, expensively, and without an obvious single cause.
A major North American paper producer had commissioned seven new bath tissue-converting production lines across two facilities. The equipment came from a global supplier list. Each vendor delivered their component, yet this collection of machine centers lacked appropriate attention to how they were connected to one another, and the integration of these components fell well short of optimum.
The result was a system running at roughly 30% of maximum production potential. Parent rolls – cylinders of paper weighing 5,000 to 7,000 pounds – couldn’t reliably move through the production sequence. Automated sequences broke mid-cycle, forcing operators to run complex multi-subsystem equipment in manual mode. When you’re running something this involved manually, someone is eventually going to make a mistake.
The incidents escalated
At times, chucked rolls were inadvertently dropped from eight to ten feet in elevation. Crane positioning errors placed rolls incorrectly into the unwind stands. On one line, a positioning failure resulted in a parent roll to miss its proper chucking position altogether. When this line accelerated to production speed, the metal on metal skidding of the chuck on the rail caused the roll to catch fire. The burning web ran up through the converting machine. Only quick action and concerted effort prevented this from becoming a total loss of this production line.
Six months of internal troubleshooting had made little progress in resolving these problems. The manufacturer’s parent company convened plant managers from across North America and asked directly: who can fix this? Five of the eight managers, independently, wrote down the same name.
The ask: take one production line, find everything that’s broken, and fix it, while minimizing adverse production impacts.
The Solution: Owning the Integration Layer
The core problem wasn’t associated with any single subsystem, rather, it was that the integration between these subsystems had never received the needed attention to ensure reliable operation. The logic governing each handoff in the sequence, from laser-guided vehicle to conveyor, conveyor to chucking tower, chucking tower to overhead crane, and crane to unwind stand, was spotty at best and completely inadequate at worst.
The customer engaged AMS on a time-and-materials basis for the first line. Demonstrated results would lead to a full rollout across the remaining six lines. The engagement began with learning the process in detail. That meant mapping what each handoff required, identifying the actual failure modes, and defining what a correct sequence of verified states looked like from delivery through unwind. This understanding was critical to the process of re-architecting the overall production software state engine that was necessary before a single line of code was changed.
That process-first orientation quickly led to territory that exceeded a typical software integration scope.
Redesigning the Chucking Mechanism
AMS found the parent roll chucking mechanism, the subsystem that inserts steel-tipped plugs into the ends of the parent roll’s cardboard core so the crane can safely lift it, to be unreliable by design. AMS redesigned the interface components. The original plan also required operators to spin heavy parent rolls by hand to remove (slab) damaged outer paper layers before the roll could enter the machine. The friction involved made this effectively impossible in some cases, especially with out of round rolls. AMS added a motorized drive to the chucking tower. Operators could now clear broke from a parent roll with a button press.
AMS added a laser scanning system in the plugging towers to take four-quadrant measurements of each roll’s core. This established the exact center point location, so the system could calculate chuck insertion precisely rather than estimate it based on roll specifications. That same positional data then informed pick points for the crane.
Full Crane Automation and Sequence Rewrite
AMS took full programmatic control of the overhead crane. In normal production, operator intervention with the crane is unnecessary and the crane remote is rarely used. The system calculates lift height from laser measurements and lowers the crane hooks to the chucked roll. Force transducers verify hook engagement and confirm even load distribution. The crane then carries the roll to the calculated coordinates of the unwind stand, where proximity switches verify proper placement before the system releases. Chuck verification confirms full engagement before any crane movement is authorized. It was built specifically to prevent the failure type that caused the fire on the adjacent line.
AMS engineers conducted the full sequence rewrite working directly in the live control code while the machine was in production. AMS executed the entire upgrade with minimal scheduled downtime, with no original drawings, engineers took every mechanical measurement in the field. The initial phase was incremental: patch safety related issues immediately, then fix what is broken enough to keep production moving, map the full scope of failure modes, then undertake the complete rewrite. This rewrite rebuilt every handoff in the sequence with explicit state verification at each transition.
The Results: What Changed
The first production line progressed from approximately 30% of maximum production potential to the high 70s percentile over the course of twelve months of iterative, live-system work. That is more than a doubling of effective throughput on a line that was already installed and in production.
The safety profile changed structurally resulting in a significant reduction in safety related events. The redesigned chucking components eliminated the mechanical failure mode behind load drops, and chuck verification eliminated the failure mode behind the fire. Improved process handoffs all but eliminated the need for operators to transition to manual mode. Design level software and mechanical changes drove uptime higher and reduced operator exposure to hazards.
Impact Summary
The results earned AMS a purchase order to deploy the same solution across all six remaining lines at both facilities. That decision reflects something beyond satisfaction with an outcome; it reflects confidence in AMS’s approach that delivered sound and repeatable results.
AMS’s involvement in the project also surfaced the core cleaning subsystem as a candidate for a ground-up redesign, an observation that subsequently became a separate project at another customer facility.
Throughput: First line from ~30% to the high 70s of maximum production potential, more than 2× effective output
Scale: Improvements rolled out across 7 lines at 2 facilities following first-line results with similar throughput improvements
Safety: Chuck verification and mechanical redesign eliminated the failure modes behind both the load-drop incidents and the fire.
Labor: Automated sequences eliminated manual intervention in the production cycle; motorized broke removal replaced an unsafe manual process
About Applied Motion Systems
AMS is a systems integrator and machine builder. Our work spans motion control and industrial automation systems across paper converting, web handling equipment, aerospace tooling, renewable energy, and applications most companies haven’t tried before.
We take on projects where the integration problem is real, and the stakes of getting it wrong are high. That means learning the process before touching the equipment, owning the outcome across software, mechanical, and safety domains. We build systems that are still performing reliably long after the commissioning team has gone home.
If you are working through an automation challenge that standard integration approaches haven’t been able to solve, we would welcome the conversation.
Key Takeaways
- Seven new production lines were running at 30% of maximum production potential. Each supplier delivered their machine center, but the integration of these elements lacked attention to ensure that the components worked together. The integration gaps showed up immediately in production.
- The failure modes adversely impacted production and at times created serious hazards. In addition to a throughput problem, dropped parent rolls, crane positioning errors, and a fire caused by a missed chuck on a roll accelerating to production speed made this an urgent safety problem.
- AMS began by learning the process and points of failure. Detailing every handoff, every failure mode, and every required state transition came before any rewrite began.
- AMS executed the full sequence rewrite live, with no original drawings and no scheduled downtime. Engineers took every mechanical measurement in the field and made every change with minimal production impact.
- Verification of proper Parent Roll Chucking eliminated the failure mode behind the fire by design. AMS built the chuck engagement verification sequence into the safety system. It confirms proper chucking before control passes from crane to rewinder, eliminating the failure condition behind the fire in a way operators cannot bypass.
Start the Conversation
All of our collaborations begin with an open dialogue.
More Case Studies
Industry