Introduction and Background
Running electrical motors in a vacuum environment is a deceptively complex task since many of the common assumptions of motor operation require the presence of air. Depending on the level of vacuum, heat dissipation, and electrical conductivity of the surroundings vary widely, and the chemical composition of ordinary materials can have significant repercussions when outgassing (the process by which dissolved or trapped molecules escape as a gas under heat or vacuum). Despite the challenges, Applied Motion Systems, a systems integrator and machine builder in Vancouver, WA, has deployed a number of servo positioning systems that operate in vacuum environments, including aerospace ion beam welding systems and casting mold positioning systems.
Systems like these, in large part, are made not only possible, but also easily deployed by the innovative technologies offered by Control Techniques. For one particular casting mold project, Applied Motion Systems searched catalogs from multiple drive manufacturers and found that only Control Techniques could provide the drive features necessary to meet project specifications. In this application, it was determined that drives and motors needed to operate with a DC bus voltage of less than 63 volts in order to prevent corona arcing between exposed electrical motor conductors within the vacuum. AMS was able to satisfy this requirement by leveraging the low voltage DC supply capability of Unidrive M700 drives. Additionally, the “PLC Controlled Motion” option for Control Techniques drives streamlined integration with a Rockwell PLC for program control, reducing complexity and headache. Lastly, this drive permitted use of a common drive platform for all axes of motion involved in the application which had the added benefit of common spares and uniform software interface to the PLC.
Corona Arcing in Vacuum Environments
The most significant challenge in deploying electrical motors in a vacuum environment is avoiding the possibility of corona arcing between electrical conductors. As vacuum levels reduce air pressure within the environment, the rarified air atmosphere will easily ionize, creating a corona arc that allows current to flow between unprotected high voltage conductors. Once the arc begins, motor winding insulation erodes and results in turn-to-turn short circuits that render the motor winding damaged, thus necessitating replacement of the motor.
The voltage at which corona arcing will begin is called the Corona Inception Voltage (CIV) which is dependent on the pressure and composition of the surrounding gas. The CIV generally decreases with decreasing gas pressure to a minimum level before increasing as the gas molecule density becomes too low (such as in ultrahigh vacuums) to transfer enough energy to initiate corona arcing. Many industrial vacuum environments operate in a range that is at or near the low point for the CIV. Thus, it is imperative that operating voltages stay below this threshold in order to avoid corona arcing and extend the life of electrical equipment. It is also common in vacuum environments to introduce a shielding gas like argon as an inert environment to prevent oxidation of metals which can contaminate welding or casting processes. These smaller molecules further decrease the CIV and must be considered when selecting an operating voltage of a vacuum motor.
Calculating DC Bus Voltage
Understanding the limitation of the Corona Inception Voltage in vacuum environments, Applied Motion Systems’ focused its attention on establishing a maximum DC bus operating voltage that would prevent arcing during the mold casting process. Following this calculation, AMS was able to select servo motors that could operate under that limit.
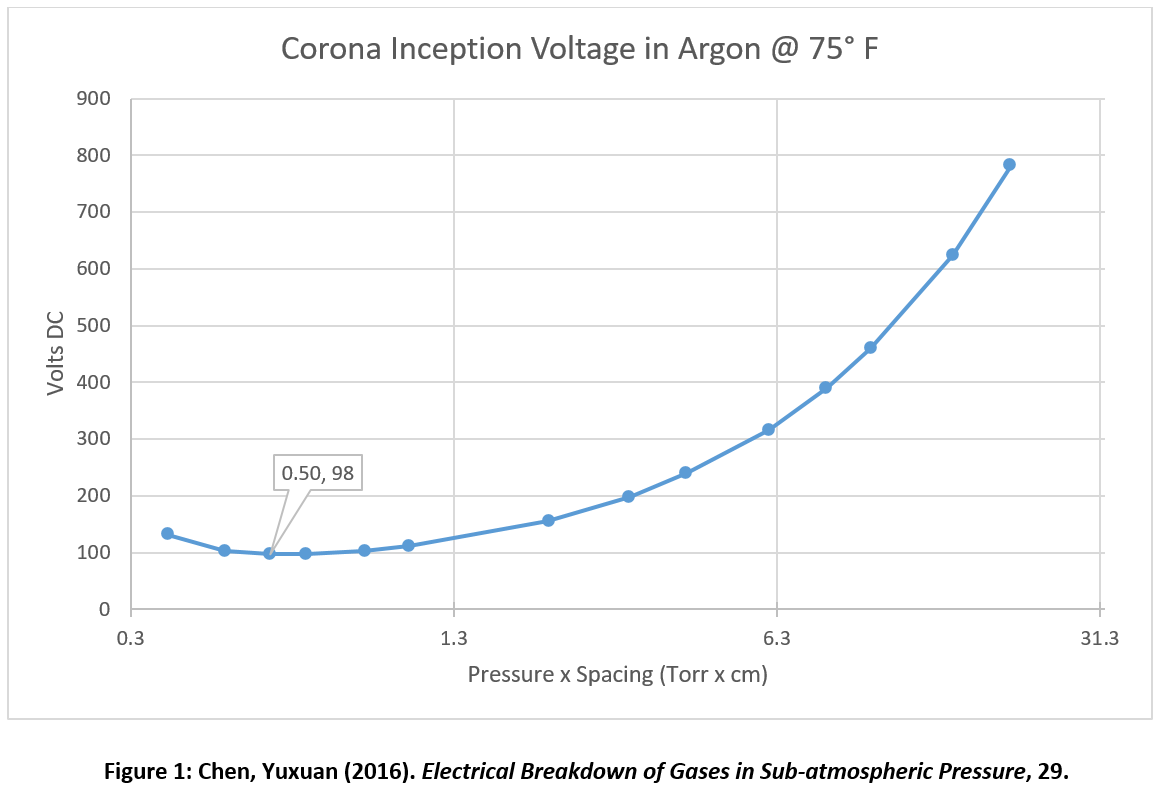
To begin the design, AMS consulted various research papers to determine a reasonable minimum CIV for argon shielding gas in a vacuum, the kind of environment used in this casting process. For example, the following chart illustrates how CIV varies according to Paschen’s Law which states that breakdown voltage (or CIV) is a function of pressure and distance between conductors.
Curves like this identified boundary conditions for expected CIV which would apply to any voltage potentials that existed within the vacuum, whether between motor phases or phases and ground. Thus, the calculation of maximum DC bus voltage began at 98 Volts, but other design factors reduced this value even further.
IGBTs and Pulse Width Modulation
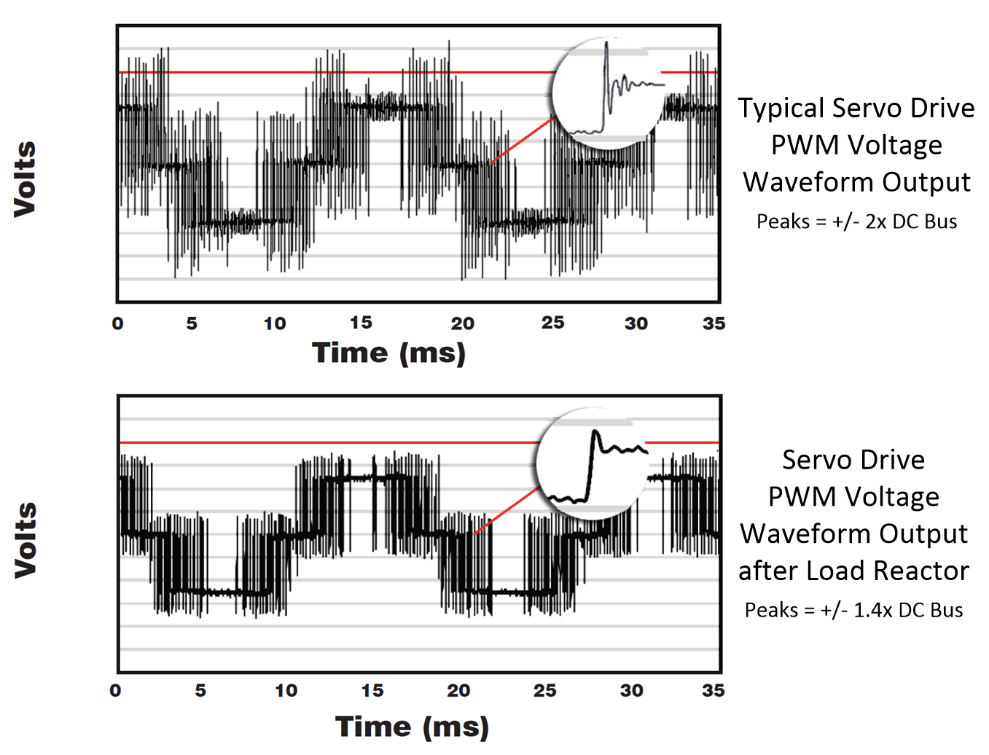
It was important to consider how servo drive IGBTs (with voltage ramp rates up to 40kV/µsec) are used to control stator current in servo motors. IGBTs typically emit a PWM switching frequency of 6kHz to emulate a sinusoidal current waveform (+/- 200Hz at velocity limits) through the stator windings. Switching frequencies combined with motor cable and winding inductance often result in peak voltage spikes in the stator up to double the servo drive DC bus level. Given this phenomenon inherent to the RLC arrangement of a drive, motor, and cabling, a load reactor is applied to the system to facilitate a safe inverter bridge bus voltage.
Now, with a known CIV of argon and the addition of a load reactor, the maximum DC Bus Voltage may be calculated as follows:
Max DC Bus Voltage = (Corona Inception Voltage)/(Load Reactor Scaler) x Factor of Safety
63 volts=(98 volts)/1.4 x 0.9
With this critical application specification defined, AMS could properly select drives and motors to accommodate the unique demand.
Selecting the right Drives
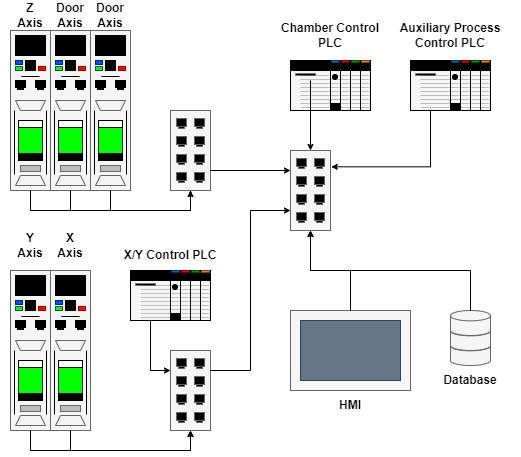
The casting mold motion system employed a number of axes of motion: mold positioning in X and Y directions, molten metal ladle Z and pour axes, and two additional chamber door axes that allowed molds to enter and exit without losing vacuum. The doors were actuated by AC Induction motors external to the vacuum environment within the chamber; the ladle pouring and vertical height axes were also external to the chamber.
Given the above application needs, only the X and Y mold positioning servo systems were required to operate in vacuum conditions with an argon shielding gas as well as in normal atmospheric conditions. Given the velocity and torque requirements for these positioning axes, AMS began investigating brushless servo motors that would be compatible with the vacuum environment.
This selection process required evaluation of both the component materials and the motor RMS power capacity. Ultra-high vacuum environments require motors that are constructed of materials that are selected for their low outgassing properties. Materials like bearing grease, insulation, potting, paint, and grommets/seals will all outgas and quickly become brittle and ineffective so material must be carefully selected for applications such as these. However, many industrial vacuum environments operate at lower vacuum levels and permit the limited use of standard motor construction materials. This application reached a peak vacuum level of 1.0e-3 Torr and therefore was tolerant of components of standard construction.
The ability of the motor to provide high peak torques for brief periods is not limited in a vacuum environment, but the capacity of the motor to dissipate heat is greatly reduced due to a lack of convective heat transfer. For this application, AMS derated the continuous torque rating requirement by a factor of five to account for vacuum operation and then compared the result to typical move trajectories and RMS torque loading. Finding a semi-customizable motor with a wide range of motor winding options, AMS selected a configuration for low-voltage performance that fit the velocity and torque ratings, avoiding the complexities of a fully customized solution. Wrapping up motor selection, AMS added resolvers for position feedback since they are relatively simple and robust devices compared to encoders and are well suited to difficult environmental conditions.
By this point in the design phase, it was clear that whatever drive platform was selected for the application had to satisfy a tall order of unique demands:
- Operable with DC bus and motor T-Lead voltages no greater than 63 volts
- Compatible with third party, semi-custom servo motor and resolver
- Preferably compatible with standard AC induction motors and standard DC bus voltages as well for part commonality among all axes
- Sufficient quality of position control
- Compatible with a Rockwell PLC control platform
The Control Techniques Unidrive M700 series quickly distinguished itself as the platform of choice, most critically because of its unique ability to operate at such low voltages (a feature typically used in elevator applications). Sizing drives for axes outside the vacuum was simple enough, but axes inside the vacuum presented an opportunity for extra cost savings by taking advantage of the significantly derated continuous torque capacity. Because of this, axes that didn’t require high peak currents could be paired with drives rated for continuous output currents well below the motor nameplate rated continuous current. As a bonus, the switching frequency of these Unidrives was configurable down to 3kHz which reduced the stress on the motor winding insulation and prolonged motor life.
Integration with Rockwell Control
In automation engineering, it is often necessary to integrate components of various technology platforms to achieve a cohesive solution that meets all project requirements. With “PLC Controlled Motion” from Control Techniques, combining a Rockwell PLC with Control Techniques Unidrive M700 drives is simple and effective.
With the drives and motors selected for operation in vacuum, commissioning began with configuring IP addresses, drive operating modes, and creating a Connect project with the PLC Controlled Motion plugin. Axes were configured within the plugin using step-by-step instructions, resulting in a complete project that was downloaded to each drive. After a quick autotune of each motor, the final configuration was saved in the drives and uploaded to the project.
On the PLC side, development of the program and interface were just as simple. Within Studio 5000, each Control Techniques drive was added to the ControlLogix PLC I/O configuration as a Generic Ethernet Module. Pre-engineered AOIs come standard within the “PLC Controlled Motion” package, so PLC logic for drive control was as easy as importing the position control AOI and calling it for each axis.
For all the complexities of the application itself, the integration of control components was remarkably simple and pain free. Implementing position control of Unidrive M700 drives with a Rockwell PLC turned out to be a streamlined, user friendly process that required minimal effort thanks to Control Techniques “PLC Controlled Motion” package.
Conclusion
Despite the challenges of deploying a casting mold servo positioning system in a vacuum environment, Applied Motion Systems was able to do just that with a high degree of confidence thanks to the flexibility and reliability of Control Techniques Unidrive M700 drives. After calculating a maximum DC bus voltage of 63 volts to prevent corona arcing within the environment, AMS assessed multiple drive platforms and found that only Control Techniques offered standard drives capable of operating under this non-standard limit. Not only did these drives satisfy the most arduous requirement of the project, they came with a slew of other benefits like compatibility with a semi-customized third party servo motor, high-quality position control, flexibility across motor types, and easily integrated “PLC Controlled Motion”. When it comes to unique and demanding applications such as these, Applied Motion Systems knows to look no further than Control Techniques.
You can download this case study here.