Adaptive Mold Cooling and Plant SCADA for a Glass Container Manufacturer
Problem
Operators controlled mold cooling on the Individual Section (IS) machine manually through damper adjustments and constant-speed fans, producing inconsistent containers, reduced yield, and no plant-level visibility into how the system was performing
Solution
AMS built a closed-loop mold cooling and plant SCADA system using a variable speed 450hp fan, motion-controlled inlet guide vanes, continuous bearing health monitoring, and an InduSoft-based platform with trending, alarming, remote access, and historical logging across multiple plants.
Result
AMS removed manual cooling adjustments from the production workflow, container quality and yield improved, fan maintenance became predictable rather than reactive, energy use plummeted, and the facility gained its first real-time view of plant operations through a scalable SCADA platform in addition to gaining an Energy Star certification.
How Applied Motion Systems replaced manual damper adjustments with closed-loop mold cooling control and gave a multi-plant operation its first comprehensive view of mold cooling and associated container quality and energy use.
The Problem: Manual Cooling Control in a Process That Can’t Afford Variability
The glass container forming process doesn’t leave much margin for error. Molten glass is metered, cut into gobs, and distributed to individual section molds on an IS machine. In this process, cooling consistency directly determines whether the container comes out right or is rejected to the cullet bin.
The legacy approach to mold cooling relied on manually adjusted dampers and constant-speed fans. Operators made calls based on experience and observation, adjusting airflow to the forming machine as conditions changed: ambient temperature, production job, section status, and time of day.
The problem isn’t that operators made bad decisions. The problem is that the process varied depending on who was adjusting it. As a result, inconsistent cooling produced inconsistent containers, and inconsistent containers meant reduced yield. There was no plant-level visibility and no early warning on cooling system condition. There was no way to know how the system performed until something went wrong or quality slipped.
A System that Couldn’t Scale
In addition, the manufacturer faced a longer-term problem. Production demands were growing, and a fixed-capacity, manually operated cooling system wasn’t going to scale.
The ask: standardize mold cooling across plants, automate it, optimize operations with real data, and build something that could grow as production scaled.
The Solution: Closed-Loop Cooling Control Built Into a Scalable SCADA Framework
Applied Motion Systems had been working in the glass container manufacturing industry for decades. This project started as a pilot, a single system at a single plant, and was designed from the beginning to become something larger.
AMS collaborated with plant engineers to build a Mold Cooling and Plant Monitoring System. It runs on Rockwell Automation control technology, with InduSoft Web Studio SCADA across multiple operator terminals. The architecture is distributed by design. Remote I/O collection points handle the harsh environments around the forming machine and feed data back to a control system that responds in real time.

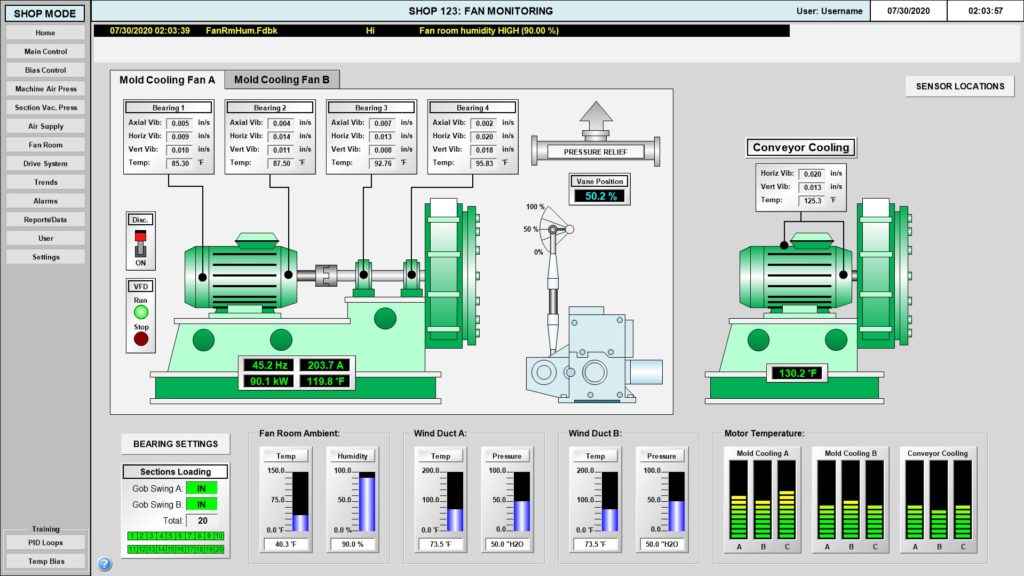
How the Cooling System Works
Two automation elements manage the cooling function: a variable speed 450hp fan motor backed by a hot spare VFD, and a motion-controlled Inlet Guide Vane (IGV) driven by a rotary actuator. The hot spare VFD means the system keeps running in the event of a drive failure. The system continuously adjusts fan speed and IGV position using real-time feedback from duct temperature, pressure sensors, ambient conditions, and IS machine status. This removes the task from operators and builds a historical database for ongoing system optimization.
When individual sections go down for mold swaps, the system compensates automatically. When the IS machine goes offline for a job changeover, the system transitions to low-energy standby and resumes automatically when production restarts. No operator intervention required.
Bearing Health Monitoring and Predictive Maintenance
The system continuously monitors fan bearing health using 2-in-1 vibration and temperature sensors that evaluate each bearing in the X, Y, and Z directions. Continuous monitoring of bearing health, atmospheric conditions, machine status, and container quality supports directed PM activities and continuous improvement. Historical data from each plant informs ongoing refinements to cooling methodology.
Plant-Wide Visibility Through SCADA
The SCADA layer is where this becomes more than a cooling system. InduSoft provides trending, alarming, email notifications, reporting, and remote web access for everyone from floor supervisors to corporate managers. The system logs historical data for all devices to redundant databases at each plant. Remote support via network or cellular unit enables AMS to troubleshoot PLCs and VFDs in real time without an on-site visit.
No two installations are identical. Furthermore, each deployment has been refined based on what the previous one taught. AMS has added features and expanded integration, including I/O Link water flow measurement and data exchange with other plant systems. The platform was designed to grow, and it has.
The Results: What the System Accomplished
AMS removed manual cooling adjustment from the production workflow. Closed-loop control means the system responds to ambient swings, section changes, and job transitions without operator input. The variability that came with manual damper management is gone.
Outcomes by Category
Glass container quality and yield improved. Consistent cooling produces more consistent containers. That’s the direct output of removing human variation from a process where variation costs yield.
Fan reliability extended, maintenance made predictable. Bearing condition monitoring across three axes provides plant teams with advanced warning of mechanical wear. Redundant VFDs mitigate drive issues and prevent unplanned production stops. Maintenance occurs on a schedule, not in response to a failure.
Energy consumption reduced. VFD control of fan motor speed means the system operates at an optimum production level, not at a fixed rate. Automated standby mode during job changes and machine downtime compounds these savings across every shift.
Plant-wide visibility established. The SCADA platform isn’t an HMI for one cooling system. It’s a foundation, with hundreds of sensors, remote access, and historical logging, a first step toward plant digitalization that has continued to expand with each new deployment.

About Applied Motion Systems
AMS is a systems integrator and machine builder. Our work is in motion control and industrial automation systems, across glass container manufacturing, paper converting, web handling, aerospace tooling, and applications most companies haven’t tried before.
AMS has worked in the glass container industry long enough to understand the forming process, the IS machine environment, and what plant teams need to flourish. Not just at commissioning, but for the lifetime of the equipment. When the evolving demands and technology have changed, and the system needs to keep pace with these changes.
If your mold cooling system is running on manual adjustments, or your plant data is living in silos that limit its value, we would welcome the opportunity to understand your operation and explore what’s possible.
Key Takeaways
- Mold cooling was manual, and manual meant variable. Operators adjusted dampers based on experience and observation which resulted in a variation of container quality.
- Closed-loop control replaced operator judgment with sensor-driven response. The system continuously adjusts fan speed and inlet guide vane position using real-time feedback from temperature, pressure, ambient conditions, and IS machine status.
- The system manages itself through section changes and job transitions. When sections go down for mold swaps or the machine goes offline, the system compensates or transitions to standby automatically, with no operator intervention required.
- VFD control delivered significant energy savings by varying fan speed instead of relying on dampers. Automated speed and standby management compounded those savings across every shift. This along with other energy conservation efforts garnered an Energy Star certification for the customer at several glass container plant locations.
- Bearing health is monitored continuously across three axes. Vibration and temperature sensors on each fan bearing give maintenance teams advance warning of wear, so service happens on a schedule rather than in response to a failure.
- A single pilot became a multi-plant platform. AMS has refined each deployment based on what the previous one taught, with expanded I/O, additional integrations, and a SCADA layer that gives everyone from floor supervisors to corporate managers a real-time view of operations. Lessons learned at one plant inform improvements that can be made at other plants.